Componenti Tibiali

Utensili per la lavorazione del vassoio tibiale in leghe di cobalto - cromo
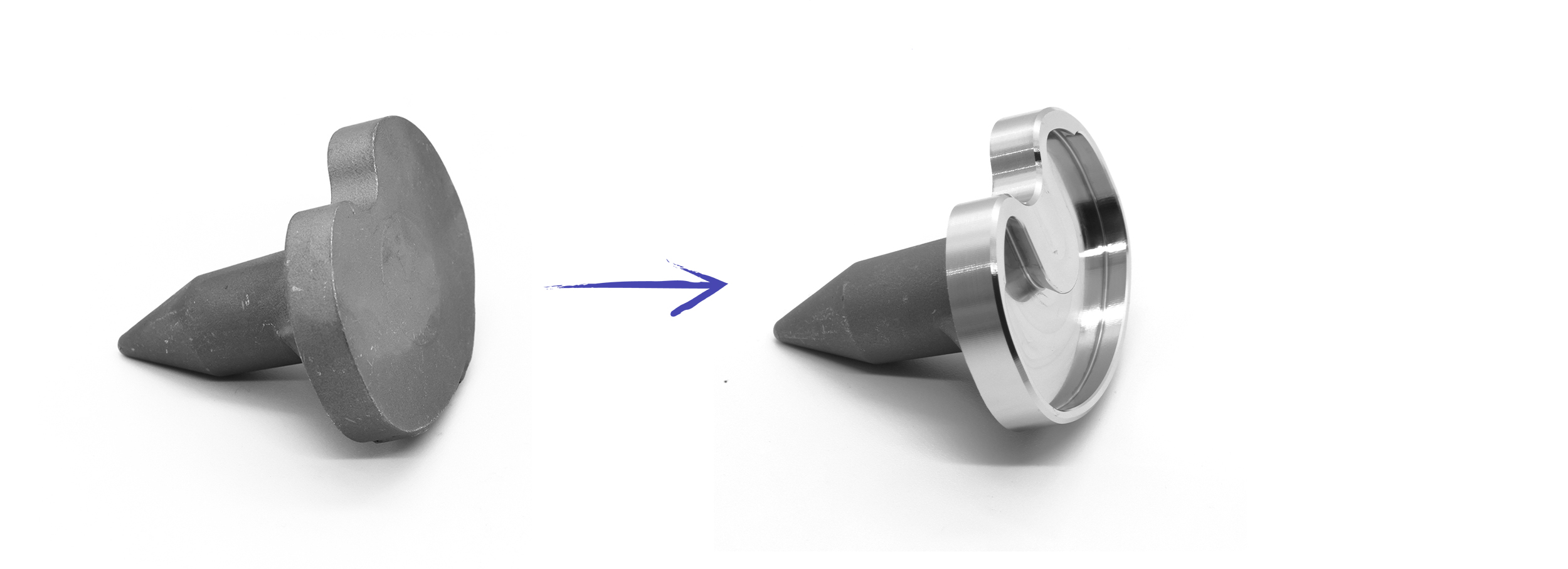
Nel campo dell'artroplastica totale del ginocchio, il vassoio tibiale è un elemento fondamentale. Agendo come giunzione critica tra l'osso ospite e il distanziatore in polietilene, questi componenti richiedono un'accuratezza geometrica e un'integrità superficiale senza pari. La fabbricazione da leghe di Cobalto-Cromo (CoCr) garantisce una resistenza all'usura duratura, ma rappresenta anche una grande sfida se si usano i processi di lavorazione standard.
Gli ingegneri Mikron Tool hanno realizzato geometrie di taglio progettate per affrontare l'elevata tenacità, durezza e abrasività e la bassa conducibilità termica delle leghe di grado medico. Forniamo la stabilità necessaria per trasformare materie prime resistenti in impianti ortopedici ad alta precisione con successo ripetibile.
Navigare nella complessità della fabbricazione di impianti in CoCr
Le proprietà metallurgiche delle leghe CoCr, pur essendo vantaggiose per il paziente, sono notoriamente aggressive nei confronti degli utensili da taglio. Il successo nella lavorazione del vassoio tibiale richiede una strategia che affronti i seguenti ostacoli produttivi:
- Calore estremo: La scarsa dissipazione del calore del CoCr porta a picchi termici localizzati. Senza strategie specializzate e rivestimenti per utensili, questo comporta un rapido degrado dei taglienti.
- Complessità geometrica: I progetti moderni prevedono meccanismi di fissaggio complessi e sottosquadra che richiedono microutensili ad alta rigidità.

- Attrito superficiale: Raggiungere valori di Ra inferiori a 0,2 μm è essenziale per minimizzare i rischi di contaminazione derivanti dall'usura del distanziatore in polietilene, richiedendo utensili che mantengano un tagliente preciso e stabile per tutto il ciclo.
- Integrità strutturale: Mantenere la stabilità delle pareti sottili gestendo le elevate forze di taglio necessarie per la rimozione del materiale.
Processo di lavorazione per componenti tibiali
Mikron Tool offre una sequenza completa di operazioni per semplificare la produzione dei componenti per il ginocchio, dalla rimozione del materiale grezzo alla finitura finale di un sottosquadra del vassoio tibiale.
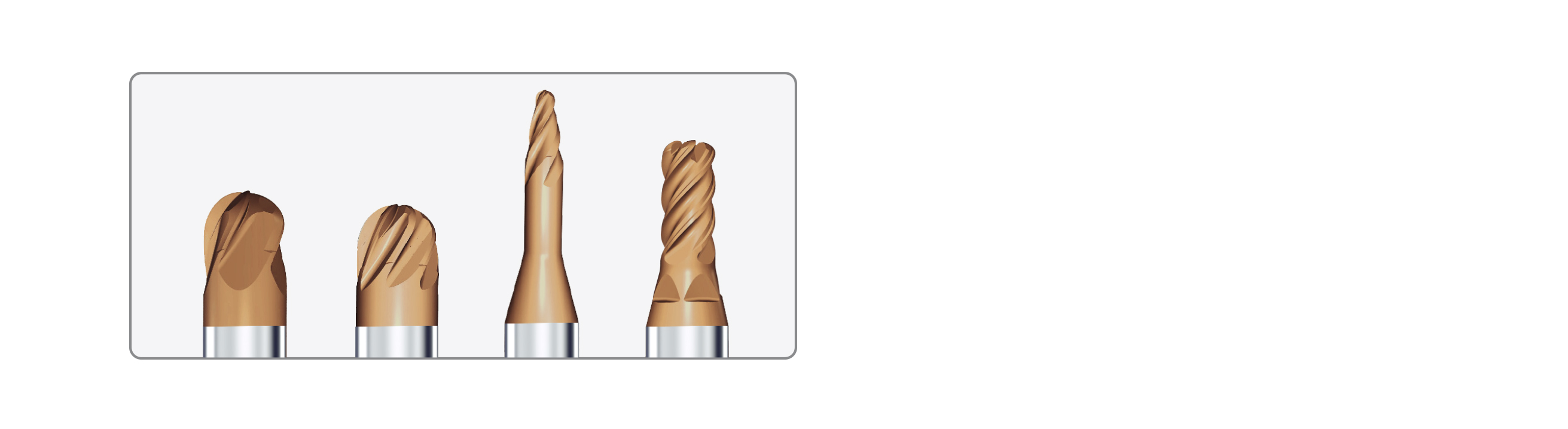
Fresatura specializzata a coda di rondine per sottosquadra
Creare i canali incassati che tengono l'inserto in posizione richiede geometrie degli utensili altamente specifiche. La nostra strategia di fresatura a coda di rondine utilizza frese coniche speciali per raggiungere aree difficili da raggiungere con alta stabilità, garantendo che il sottosquadra del vassoio tibiale rispetti rigorose tolleranze dimensionali senza flessione degli utensili.

Operazioni di finitura ad alta efficienza
Per eliminare la necessità di lucidatura manuale, le nostre frese con tecnologia raschiante (wiper) cilindrici e le frese coniche per finitura producono una superficie eccezionale direttamente in macchina. Questo approccio "one-shot" riduce i tempi di ciclo e garantisce che ogni componente sia identico.

Un processo di lavorazione fluido e ottimizzato
Ecco un esempio di un tipico processo di lavorazione di un vassoio tibiale in lega di CoCr per protesi sostitutive del legamento crociato posteriore (dette anche LCP):
| Utensile | Caratteristiche principali | Applicazione |
|---|---|---|
| 1 CrazyMill Cool Corner Radius | Z5, frese con raggio di punta da Ø6 a Ø8 mm | Sgrossatura tasca, piano superiore, finitura e fresatura laterale esterna per rimuovere ossidi e residui di fusione (pellicola superficiale di colata, canali di colata), finitura con la stessa fresa |
| 6 CrazyMill Cool Corner Radius | Z5, frese con raggio di punta da Ø6 a Ø8 mm | Finitura, contornatura esterna e finitura interna delle pareti |
| 8 CrazyMill Wiper a coda di rondine | Z4, fresa speciale a coda di rondine | Fresatura laterale, sgrossatura sottosquadra per garantire materiale costante per il successivo utensile di finitura |
| 9 CrazyMill Wiper a coda di rondine | Z4, fresa speciale a coda di rondine | Finitura inferiore e finitura del raggio interno per garantire la forma e la tolleranza del sottosquadra |
| 2 CrazyMill Frontchamfer | Z6 | Smussare i bordi superiori, interni ed esterni per rimuovere le bave |
Un'altra strategia per lavorare lo stesso tipo di componente è:
| Utensile | Caratteristiche principali | Applicazione |
|---|---|---|
| 1 CrazyMill Cool Corner Radius | Z5, frese con raggio di punta da Ø6 a Ø8 mm | Sgrossatura tasca, piano superiore, finitura e fresatura laterale esterna per rimuovere ossidi e residui di fusione (pellicola superficiale di colata, canali di colata), finitura con la stessa fresa |
| 6 CrazyMill Cool Corner Radius | Z5, frese con raggio di punta da Ø6 a Ø8 mm | Finitura, contornatura esterna e finitura interna delle pareti |
| 4 Fresa cilindrica con raschiante (wiper) | Z5, Ø8 mm - wiper, fresa con raggio di punta | Fresatura superfice, finitura |
| 2 CrazyMill Frontchamfer | Z6 | Smusso bordi superiori, interni ed esterni per rimuovere le bave |
Di seguito è riportato un esempio del tipico processo di lavorazione dei vassoi tibiali in leghe di CoCr per impianti di protesi totale del ginocchio (TKR) a piatto mobile (mobile bearing - MB):
| Utensile | Caratteristiche principali | Applicazione |
|---|---|---|
| CrazyMill Cool Corner Radius | Z5, frese con raggio di punta da Ø6 a Ø8 mm | Sgrossatura tasca, piano superiore, finitura e fresatura laterale esterna per rimuovere ossidi e residui di fusione (pellicola superficiale di colata, canali di colata), finitura con la stessa fresa |
| Fresa cilindrica con raschiante (wiper) | Z5, Ø8 mm - tergicristallo, mulino a raggio d'angolo | Fresatura superficie, finitura |
| CrazyDrill Cool SST-Inox | Foratura in un unico step | |
| CrazyMill Cool CF Corner Radius | A seconda del disegno del cliente | Fresatura laterale, sgrossatura per garantire un alto MRR, ridurre le forze radiali sul pezzo e garantire materiale di stock costante |
| Fresa conica | A seconda del disegno del cliente | Fresatura laterale, finitura |
| CrazyMill Frontchamfer | Z6 | Smussare i bordi superiori, interni ed esterni per rimuovere le bave |
Tutti gli utensili sono disponibili con rivestimenti avanzati progettati per una resistenza ottimale al calore e protezione superficiale, consentendo tagli ad alta velocità e lunga durata degli utensili anche negli ambienti più impegnativi.
Il vantaggio competitivo di Mikron Tool in ortopedia
Collaborare con Mikron Tool significa più che acquistare un utensile; significa adottare una strategia di lavorazione collaudata. Il nostro focus nel settore medicale ortopedico garantisce:
- Tempi di ciclo ridotti: I progetti ottimizzati permettono velocità di taglio e di avanzamento aggressive sul CoCr.
- Durata prolungata degli utensili: I rivestimenti all'avanguardia prevengono lo stress termico e le scheggiature.
- Stabilità del processo: Prestazioni costanti su materiali fusi, forgiati o in billetta.
- Precisione Ingegnerizzata Svizzera: Utensili progettati per mantenere tolleranze strette per i lavori di meccanismo di fissaggio più sensibili.
Alza gli standard di produzione dei tuoi impianti
Vuoi ridurre i tassi di scarto o accelerare la produzione di componenti per il ginocchio? Mikron Tool offre l'esperienza necessaria per ottimizzare le tue applicazioni ortopediche più impegnative.