Composants Tibiaux

Outils de coupe pour l'usinage de plateaux tibiaux en alliages cobalt-chrome
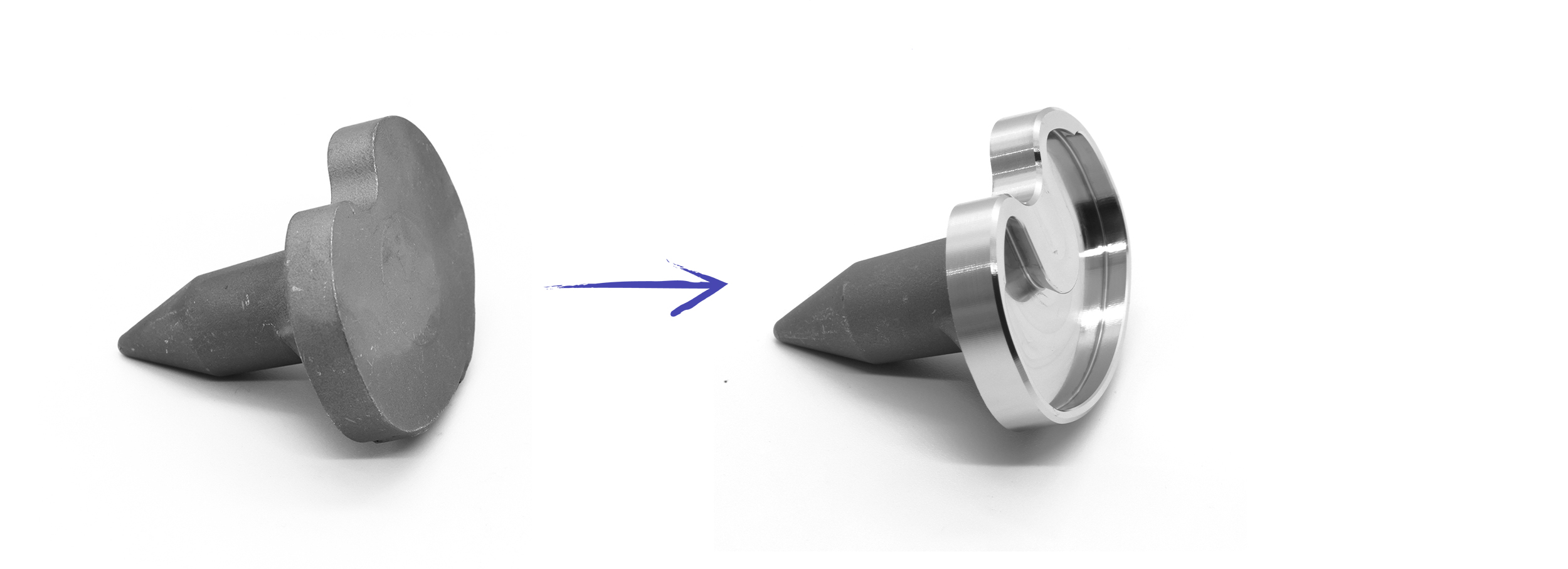
Dans le domaine de l'arthroplastie totale du genou, la plaque tibiale est un élément fondamental. Constituant la jonction critique entre l'os hôte et l'espaceur en polyéthylène, ces composants exigent une précision géométrique et une intégrité de surface inégalées. Leur fabrication à partir d'alliages de cobalt-chrome (CoCr) garantit une résistance à l'usure à vie, mais représente également un défi de taille pour les processus d'usinage standard.
Les ingénieurs de Mikron Tool ont mis au point des géométries de coupe spécialisées conçues pour faire face à la haute ténacité, à la dureté, à l'abrasivité et à la faible conductivité thermique des alliages de qualité médicale. Nous fournissons la stabilité nécessaire pour transformer des matières premières résistantes en implants orthopédiques de haute précision avec un succès reproductible.
Naviguer dans la complexité de la fabrication d'implants en CoCr
Les propriétés métallurgiques des alliages CoCr, bien que bénéfiques pour le patient, sont réputées pour être agressives envers les outils de coupe. Pour réussir l'usinage des plaques tibiales, il faut une stratégie qui permette de surmonter les obstacles de production suivants :
- Températures extrêmes : la mauvaise dissipation thermique du CoCr entraîne des pics thermiques localisés. Sans stratégies spécialisées et revêtements d'outils, cela entraîne une dégradation rapide des arêtes.
- Complexité géométrique : les conceptions modernes présentent des exigences d'usinage complexes pour les mécanismes de verrouillage et des contre-dépouilles qui nécessitent des micro-outils à haute rigidité.

- Friction de surface : il est essentiel d'obtenir des valeurs Ra inférieures à 0,2 µm afin de minimiser les risques de contamination liés à l'usure de l'insert en plastique, ce qui nécessite des outils qui conservent un tranchant stable tout au long du cycle.
- Intégrité structurelle : maintenir la stabilité des parois minces tout en gérant les forces de coupe élevées nécessaires à l'enlèvement de matière.
Processus d'usinage des composants tibiaux
Mikron Tool propose une séquence complète d'opérations pour rationaliser la production des composants du genou, de l'enlèvement de matière en vrac à la finition finale d'une contre-dépouille du plateau tibial.
Fraisage spécialisé en queue d'aronde pour les contre-dépouilles
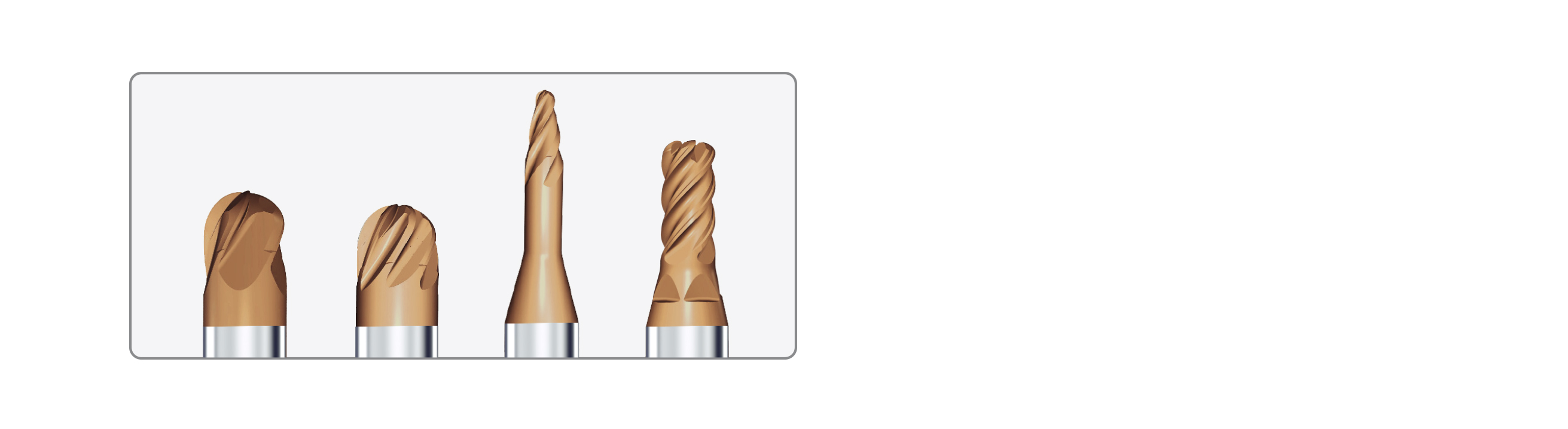
La création des rainures en retrait qui maintiennent l'insert en place nécessite des géométries d'outils très spécifiques. Notre stratégie de fraisage en queue d'aronde utilise des fraises à bout conique personnalisées pour atteindre les zones difficiles d'accès avec une grande stabilité, garantissant que la contre-dépouille du plateau tibial respecte les tolérances dimensionnelles strictes sans déviation de l'outil.

Opérations de finition à haut rendement
Pour éliminer le besoin de polissage manuel, nos fraises cylindriques et nos fraises coniques produisent une surface miroir directement sur la machine. Cette approche « en une seule fois » réduit les temps de cycle et garantit que chaque pièce est identique.

Un processus d'usinage fluide et optimisé
Voici un exemple de processus d'usinage typique d'un plateau tibial en alliages CoCr pour les prothèses substitutives du LCP (ligament croisé postérieur - posterior cruciate substituting PS) :
| Outil | Caractéristiques principales | Application |
|---|---|---|
| 1 CrazyMill Cool Corner Radius | Z5, fraises à rayon de coin de Ø6 à Ø8 mm | Poches, dégrossissage du plan supérieur, finition et fraisage latéral externe pour éliminer les oxydes et les résidus de fusion (peau de coulée, canaux de coulée), finition avec la même fraise |
| 6 CrazyMill Cool Corner Radius | Z5, fraises à rayon de coin de Ø6 à Ø8 mm | Finition, contour extérieur et finition des parois intérieures |
| 8 CrazyMill Wiper Fraise en queue d'aronde | Z4, fraise en queue d'aronde personnalisée | Fraisage latéral, ébauche en contre-dépouille pour garantir une quantité constante de matière pour l'outil de finition suivant |
| 9 CrazyMill Wiper Dove Tail Mill | Z4, fraise en queue d'aronde personnalisée | Finition du fond et du rayon interne pour garantir la forme et la tolérance de la contre-dépouille |
| 2 CrazyMill Front Chamfer | Z6 | Chanfreinage des bords supérieurs, intérieurs et extérieurs pour éliminer les bavures |
Une autre stratégie pour l'usinage du même type de composant est la suivante :
| Outil | Caractéristiques principales | Application |
|---|---|---|
| 1 CrazyMill Cool Corner Radius | Z5, fraises à rayon de coin de Ø6 à Ø8 mm | Poches, dégrossissage du plan supérieur, finition et fraisage latéral externe pour éliminer les oxydes et les résidus de fusion (peau de coulée, canaux de coulée), finition avec la même fraise |
| 6 CrazyMill Cool Corner Radius | Z5, fraises à rayon de coin de Ø6 à Ø8 mm | Finition, contournage externe et finition des parois internes |
| 4 Fraise cylindrique Wiper | Z5, Ø8 mm - fraise à racler, fraise à rayon d'angle | Fraisage de surface, finition |
| 2 CrazyMill Front Chamfer | Z6 | Chanfreinage des bords supérieurs, intérieurs et extérieurs pour éliminer les bavures |
Voici un exemple de processus d'usinage typique des plateaux tibiaux en alliages CoCr pour les implants de prothèse totale du genou (PTG) à plateau mobile (mobile-bearing, MB) :
| Outil | Caractéristiques principales | Application |
|---|---|---|
| CrazyMill Cool Corner Radius | Z5, fraises à rayon de coin de Ø6 à Ø8 mm | Poche, dégrossissage du plan supérieur, finition et fraisage latéral externe pour éliminer les oxydes et les résidus de fusion (peau de moulage, canaux de coulée), finition avec la même fraise |
| Fraise cylindrique à racloir | Z5, Ø8 mm - fraise à racler, fraise à rayon d'angle | Fraisage de surface, finition |
| Foret Crazy Drill Cool SST-Inox | Perçage en une seule passe | |
| CrazyMill Cool CF Rayon d'angle | Selon le dessin du client | Fraisage latéral, ébauche pour garantir un MRR élevé, réduire les forces radiales sur la pièce et garantir un stock de matière constant |
| Fraise conique | Selon le dessin du client | Fraisage latéral, finition |
| CrazyMill Front Chamfer | Z6 | Chanfreinage des bords supérieurs, intérieurs et extérieurs pour éliminer les bavures |
Tous les outils sont disponibles avec des revêtements avancés conçus pour une résistance optimale à la chaleur et une protection optimale de la surface, permettant une coupe à grande vitesse et une longue durée de vie de l'outil, même dans les environnements les plus difficiles.
L'avantage concurrentiel de Mikron Tool dans le domaine de l'orthopédie
Un partenariat avec Mikron Tool ne se limite pas à l'achat d'une fraise, mais implique l'adoption d'une stratégie d'usinage éprouvée. Notre spécialisation dans le secteur médical garantit :
- Réduction des temps de cycle : des conceptions optimisées permettent des vitesses d'avance élevées avec le CoCr.
- Une durée de vie prolongée des outils : des revêtements de pointe empêchent les contraintes thermiques et l'écaillage.
- Stabilité du processus : performances constantes sur les matériaux moulés, forgés ou billetés.
- Précision suisse : outils conçus pour respecter des tolérances strictes pour les tâches d'usinage les plus sensibles des mécanismes de verrouillage.
Améliorez vos normes de fabrication d'implants
Vous cherchez à réduire les taux de rebut ou à accélérer votre production de composants pour genoux ? Mikron Tool vous apporte son expertise pour optimiser vos applications orthopédiques les plus complexes.