Tibiakomponente

Schneidwerkzeuge für die Bearbeitung von Tibiakomponenten aus Kobalt-Chrom-Legierungen
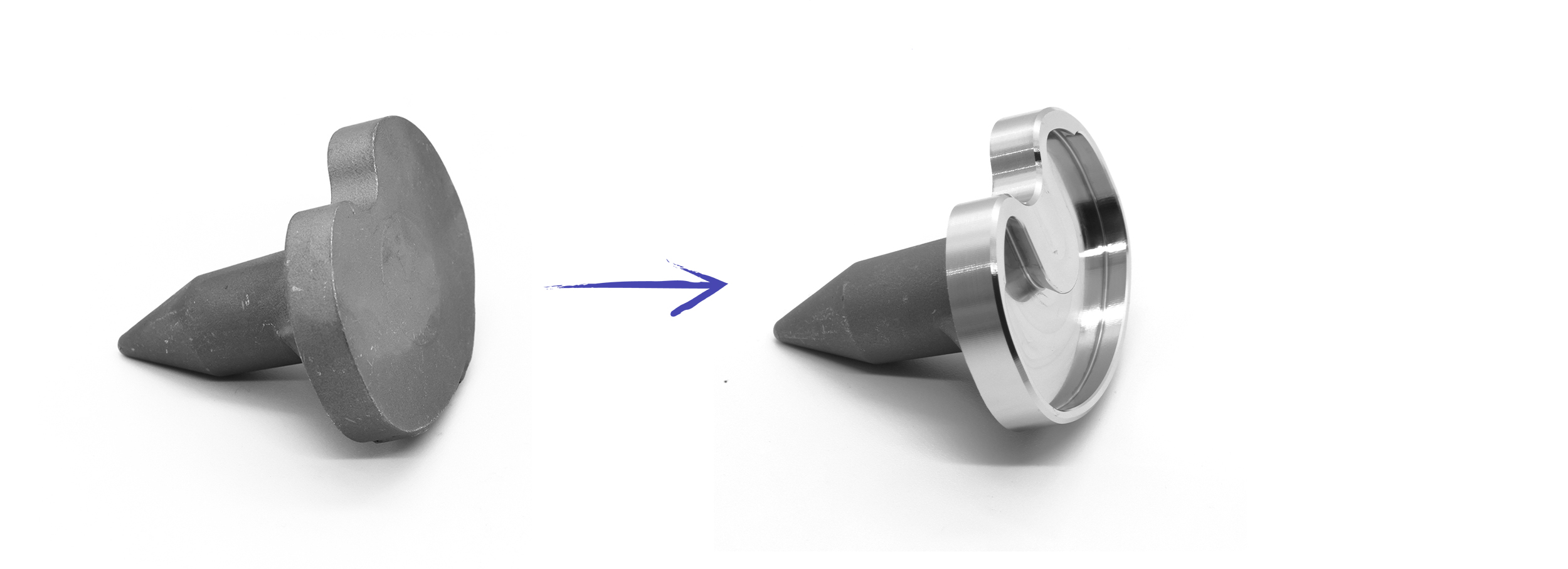
Im Bereich der Kniegelenk-Totalendoprothetik ist die Tibia-Basiskomponente ein grundlegendes Element. Als entscheidende Verbindung zwischen dem Wirtsknochen und dem Polyethylen-Spacer erfordern diese Komponenten eine beispiellose geometrische Genauigkeit und Oberflächenintegrität. Die Herstellung aus Kobalt-Chrom-Legierungen (CoCr) gewährleistet lebenslange Verschleißfestigkeit, stellt jedoch auch eine enorme Herausforderung für Standardbearbeitungsverfahren dar.
Die Ingenieure von Mikron Tool entwickeln spezielle Schneidgeometrien, die auf die hohe Zähigkeit, Härte und Abrasivität sowie die geringe Wärmeleitfähigkeit von medizinischen Legierungen ausgelegt sind. Wir bieten die erforderliche Stabilität, um zähe Rohmaterialien mit wiederholbarem Erfolg in hochpräzise orthopädische Implantate zu verwandeln.
Die Komplexität der CoCr-Implantatherstellung meistern
Die metallurgischen Eigenschaften von CoCr-Legierungen sind zwar für den Patienten von Vorteil, wirken sich jedoch bekanntermaßen aggressiv auf Schneidwerkzeuge aus. Der Erfolg bei der Bearbeitung von Tibia-Basiskomponenten erfordert eine Strategie, die folgende Produktionsherausforderungen bewältigt:
- Thermische Extreme: Die schlechte Wärmeableitung von CoCr führt zu lokalen Temperaturspitzen. Ohne spezielle Strategien und Werkzeugbeschichtungen führt dies zu einem raschen Verschleiß der Schneidkanten
- Geometrische Komplexität: Moderne Designs weisen komplexe Anforderungen an die Bearbeitung von Verriegelungsmechanismen und Hinterschneidungen auf, die hochsteife Mikrowerkzeuge erfordern

- Oberflächenreibung: Das Erreichen von Ra-Werten unter 0,2 µm ist unerlässlich, um Kontaminationsrisiken durch Verschleiß am Kunststoff-Einsatz zu minimieren, was Werkzeuge erfordert, die während des gesamten Zyklus eine scharfe, stabile Schneide beibehalten
- Strukturelle Integrität: Aufrechterhaltung der Stabilität von dünnen Wänden bei gleichzeitiger Bewältigung der hohen Schnittkräfte, die für den Materialabtrag erforderlich sind
Bearbeitungsprozess für Tibiakomponenten
Mikron Tool bietet eine umfassende Abfolge von Arbeitsschritten zur Optimierung der Produktion von Kniekomponenten, vom groben Materialabtrag bis zur Endbearbeitung einer Hinterschneidung an der Tibia-Schale.
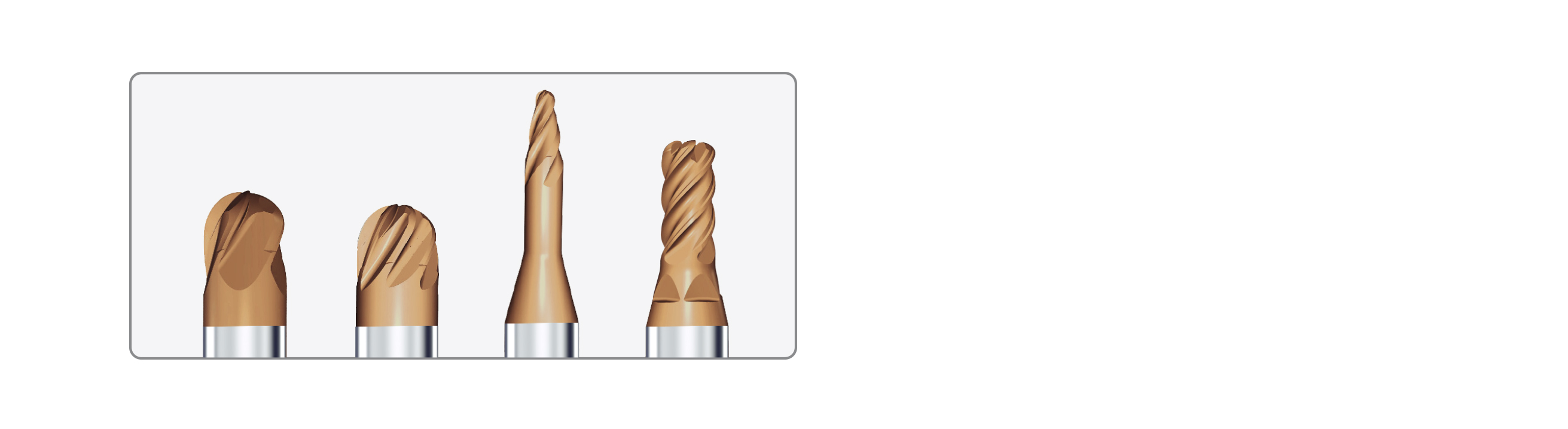
Spezialisiertes Schwalbenschwanzfräsen für Hinterschneidungen
Die Herstellung der vertieften Kanäle, die den Einsatz in Position halten, erfordert hochspezifische Werkzeuggeometrien. Unsere Strategie für das Schwalbenschwanzfräsen nutzt speziell konisch geformte Schaftfräser, um schwer zugängliche Bereiche mit hoher Stabilität zu erreichen und sicherzustellen, dass die Hinterschneidunge der Tibia-Schale strenge Maßtoleranzen ohne Werkzeugauslenkung erfüllen.

Hocheffiziente Endbearbeitung
Um manuelles Polieren überflüssig zu machen, erzeugen unsere zylindrischen Wiper-Fräser und konischen Schlichtfräser direkt auf der Maschine eine spiegelglatte Oberfläche. Dieser „One-Shot“-Ansatz verkürzt die Zykluszeiten und gewährleistet, dass jedes Teil identisch ist.

Ein reibungsloser, optimierter Bearbeitungsprozess
Hier ist ein Beispiel für einen typischen Bearbeitungsprozess einer Tibia-Schale aus CoCr-Legierungen für stabilisierte hintere Knieimplantate (auch als hinterer Kreuzbandersatz – HKB – bezeichnet):
| Werkzeug | Hauptmerkmale | Anwendung |
|---|---|---|
| 1 CrazyMill Cool Corner Radius | Z5, von Ø6 bis Ø8 mm Eckradius-Schaftfräser | Taschenbearbeitung, Schruppen der oberen Fläche, Schlichten und Außenfräsen an den Stirnseiten zur Entfernung von Oxiden und Schmelzrückständen (Gusshaut, Angusskanäle), Schlichten mit demselben Schaftfräser |
| 6 CrazyMill Cool Corner Radius | Z5, von Ø6 bis Ø8 mm Fräser mit Eckenradius | Schlichten, Außenkonturfräsen und Schlichten von Innenwänden |
| 8 CrazyMill Wiper-Schwalbenschwanzfräser | Z4, kundenspezifischer Schwalbenschwanz-Schaftfräser | Seitenfräsen, Hinterschnitt-Schruppen zur Gewährleistung eines konstanten Materialbestands für das nachfolgende Schlichtwerkzeug |
| 9 CrazyMill Wiper-Schwalbenschwanzfräser | Z4, kundenspezifischer Schwalbenschwanz-Schaftfräser | Bodenbearbeitung und Innenradiusbearbeitung zur Gewährleistung der Hinterschneidungsform und -toleranz |
| 2 CrazyMill Frontchamfer | Z6 | Anfasen der oberen, inneren und äußeren Kanten zum Entfernen von Graten |
Eine weitere Strategie zur Bearbeitung derselben Art von Bauteil ist:
| Werkzeug | Hauptmerkmale | Anwendung |
|---|---|---|
| 1 CrazyMill Cool Corner Radius | Z5, von Ø6 bis Ø8 mm Eckradius-Schaftfräser | Taschenbearbeitung, Schruppen der oberen Fläche, Schlichten und Außenfräsen an den Stirnseiten zur Entfernung von Oxiden und Schmelzrückständen (Gusshaut, Angusskanäle), Schlichten mit demselben Schaftfräser |
| 6 CrazyMill Cool Corner Radius | Z5, von Ø6 bis Ø8 mm Fräser mit Eckenradius | Schlichten, Außenkonturfräsen und Schlichten von Innenwänden |
| 4 Zylindrischer Wiper-Fräser | Z5, Ø8 mm – Wiper, Fräser mit Eckenradius | Oberflächenfräsen, Schlichten |
| 2 CrazyMill Frontchamfer | Z6 | Anfasen der oberen, inneren und äußeren Kanten zum Entfernen von Graten |
Im Folgenden wird ein typischer Bearbeitungsprozess für Tibia-Schalen aus CoCr-Legierungen für Gleitlager-Kniegelenkersatzimplantate (TEP) dargestellt:
| Werkzeug | Hauptmerkmale | Anwendung |
|---|---|---|
| CrazyMill Cool Corner Radius | Z5, von Ø6 bis Ø8 mm Eckradius-Schaftfräser | Taschenbearbeitung, Schruppen der oberen Fläche, Schlichten und Außenfräsen an den Stirnseiten zur Entfernung von Oxiden und Schmelzrückständen (Gusshaut, Angusskanäle), Schlichten mit demselben Schaftfräser |
| Zylindrischer Wiper-Fräser | Z5, Ø8 mm – Wiper, Fräser für Eckenradien | Planfräsen, Schlichten |
| Crazy Drill Cool SST-Inox | Bohren in einem Bohrstoss | |
| CrazyMill Cool CF Eckenradius | Je nach Kundenzeichnung | Seitenfräsen, Schruppen zur Gewährleistung eines hohen Materialabtrags, zur Reduzierung der Radialkräfte auf das Werkstück und zur Gewährleistung eines konstanten Materialbestands |
| Vollradiusfräser | Je nach Kundenzeichnung | Seitenfräsen, Schlichten |
| CrazyMill Frontchamfer | Z6 | Anfasen der oberen, inneren und äußeren Kanten zur Entfernung von Graten |
Alle Werkzeuge sind mit fortschrittlichen Beschichtungen erhältlich, die für optimale Hitzebeständigkeit und Oberflächenschutz ausgelegt sind und selbst in den anspruchsvollsten Umgebungen Hochgeschwindigkeitsbearbeitung und lange Standzeiten ermöglichen.
Der Wettbewerbsvorteil von Mikron Tool in der Orthopädie
Eine Partnerschaft mit Mikron Tool bedeutet mehr als nur den Kauf eines Fräsers; sie bedeutet die Einführung einer bewährten Bearbeitungsstrategie. Unser Fokus auf die Medizinbranche gewährleistet:
- Verkürzte Zykluszeiten: Optimierte Designs ermöglichen aggressive Vorschubgeschwindigkeiten bei CoCr
- Längere Standzeit: Modernste Beschichtungen verhindern thermische Belastung und Ausbrüche
- Prozessstabilität: Gleichbleibende Leistung bei Guss-, Schmiede- oder Stangenmaterial
- Schweizer Präzision: Werkzeuge, die für die Einhaltung enger Toleranzen bei den anspruchsvollsten Bearbeitungsaufgaben an Verriegelungsmechanismen ausgelegt sind
Erhöhen Sie Ihre Standards in der Implantatherstellung
Möchten Sie Ihre Ausschussquoten senken oder die Produktion von Kniekomponenten beschleunigen? Mikron Tool bietet das Know-how zur Optimierung Ihrer anspruchsvollsten orthopädischen Anwendungen.